行業新聞

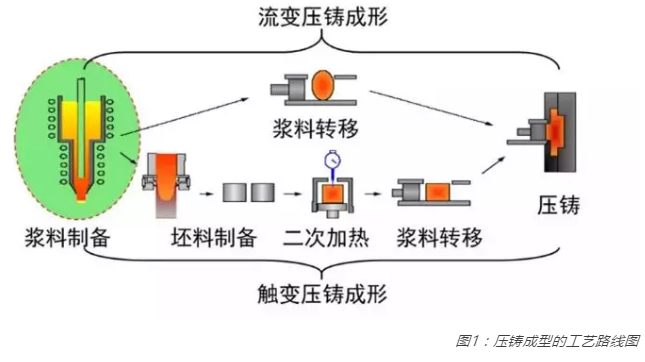
半固態壓鑄成形技術是指,鋁合金在由液態向固態凝固的過程中,溫度降至液相線和固相線之間(固液兩相區)時,通過施加一定外界影響方式,使鋁合金的顯微組織呈為一種液相包圍球狀固相的組織,在此溫度區間內,鋁合金既可以像固體一樣具有一定固定形狀,也可以在受到輕微的外力擠壓后輕易流動,并利用鋁合金在這種狀態下進行壓鑄成形的工藝。半固態成形技術是20世紀70年代初由美國麻省理工學院M.C.Flemings教授等提出了一種新的金屬成形方法,其技術路線見圖1所示。
半固態壓鑄成形技術
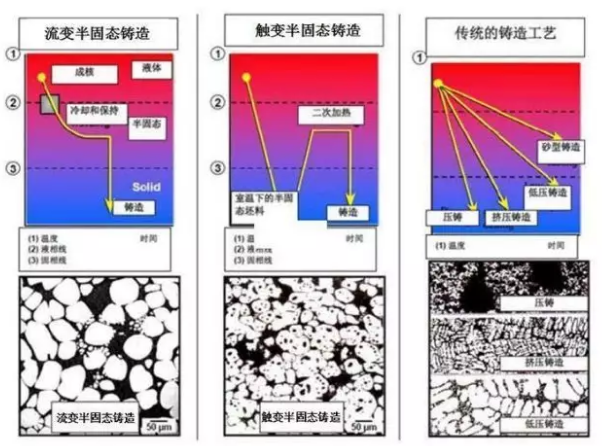
半固態金屬成形技術打破了傳統的枝晶凝固模式,在成分及組織均勻性、提高成形零件的綜合力學性能及降低成形件內部缺陷等方面具有其獨特的優勢。其加工溫度比液態低,凝固收縮小從而鑄造疏松少(或無),充型平穩從而氣孔缺陷和氧化物夾雜少(或無),可以進行固溶+時效(T6)熱處理,改善傳統鑄造方法存在的鑄造質量。半固態較低的成形溫度使得模具熱沖擊小,延長模具壽命。相對鍛造等熱變形成形工藝,半固態成形變形抗力小,從而可一次大變形量加工成形形狀復雜且精度及性能要求較高的零部件,克服傳統鍛造方法中成本高、不能成形復制件的缺點,具有凈成形、高質量、高性能、低能耗、低成本等許多獨特的優點,被國內外研究學者譽為21世紀最具前途的金屬材料加工技術之一。
半固態壓鑄成形技術設計及開發
半固態壓鑄模具設計及開發應遵循一些基本的原則,如在設計過程中應避免或減少匯流,需要增加油或電加熱系統,考慮溫度梯度的影響等;為了保證高壓補縮順利進行,充型之后鑄件留有補縮通道,澆道橫截面積沿充型方向應減少10-20%;內澆口應設置在零件最厚的位置,而且內澆口尺寸比常規鑄造要厚;由于半固態漿料中含有一定質量分數的固相,漿料粘度比傳統鑄造高,半固態漿料壓鑄時,低速壓射階段的壓射速度可比液態金屬壓鑄時快些,高速壓射階段的壓射速度要比液態金屬壓鑄時慢些。
半固態壓鑄成形技術成為世界汽車發展的潮流
半固態壓鑄成形技術成為世界汽車發展潮流
隨著零件要求(機械性能、重量、壁厚)的進一步提高,半固態壓鑄,觸變壓鑄(金屬錠-液態-制備漿料-半固態漿料-淬冷-鑄錠-切割胚料-重新加熱-觸變壓鑄)和流變壓鑄(金屬錠→液態→制備漿料 (攪拌→ 冷卻)→半固態漿 料→壓鑄)變得更為重要。在世界范圍內,壓鑄廠正在開展各種開發工作,特別是在流變壓鑄方面。成本和工藝優化是進一步開發的主要目標。從長遠來看,半固態鑄造成型鑄件將在高應力零件中發揮重要作用。與大學或學院的合作也可以幫助公司獲得更多的半固態鑄造成型技術。

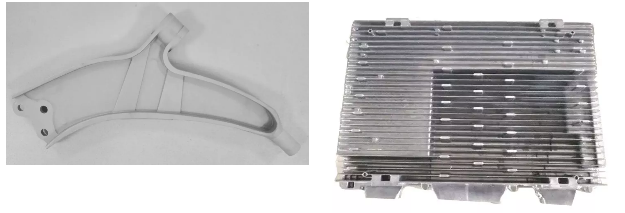
汽車的輕量化已經成為世界汽車發展的潮流。半固態壓鑄成形技術為實現“以鋁代鋼”、汽車輕量化制造提供了重要方向,該技術在改善鋁合金鑄件組織和性能、缺陷控制、實現近終成形方面展現了巨大發展潛力,可廣泛應用于高鐵、商用車、新能源公交等領域,前景廣闊。

文章部分內容來自壓鑄實踐和蓋世汽車
活動預告:2019 半固態鑄件展示及技術交流專區
2018中國壓鑄展“半固態鑄件展示及技術交流專區”成功邀請到北京有色總院、深圳銀寶山新、福建金瑞高科參與技術交流,探討半固態壓鑄工藝關鍵技術。活動一經推出后,引發相關行業專業觀眾極大的關注和期待。半固態技術在歐美等國已經是成熟工藝,在汽車、航空航天以及電子產品上有廣泛的應用。而在中國仍屬于起步階段。

2019年半固態先進工藝集中展示專區,通過“展示+論壇交流”的方式,在N3館有色合金及特種鑄造區域打造半固態產品及工藝專區,旨在讓更多企業了解學習這一技術,并推動其在中國壓鑄行業的發展。敬請關注!
一網打盡:集中展示+技術交流+專業宣傳+核心買家

聯系我們:
中國機械工程學會鑄造分會
曹秀梅女士
電話:024-25850149 / 25852311-356
郵箱:cxm@foundrynations.com
紐倫堡會展(上海)有限公司
莊永輝先生
電話:021-60361215
郵箱:tony.zhuang@nm-china.com.cn